

打造铝合金轮圈专用夹持解决方案,实现高效自动化产线
随着铝合金轮圈加工不断迈向高精度、高一致性与自动化量产,夹持系统的稳定性与制程整合能力,已成为影响生产效率与产品质量的关键因素。
佳贺精机(AUTOGRIP Machinery)凭借多年动力卡盘与定制化夹持技术经验,携手台中精机,针对铝合金轮圈加工需求,共同开发了一系列轮圈专用夹持解决方案,并成功导入实际自动化生产线。
本次发布的铝合金轮圈夹头系列,专为台中精机立式车削中心与立式加工中心进行整体规划,通过整合 OP1 至 OP3 多工序流程,可在单一产线上同步完成 16、17、18 英寸铝合金轮圈的车削、钻孔与测量作业,大幅提升产线柔性与整体生产效率。

全制程稳定夹持,确保加工一致性
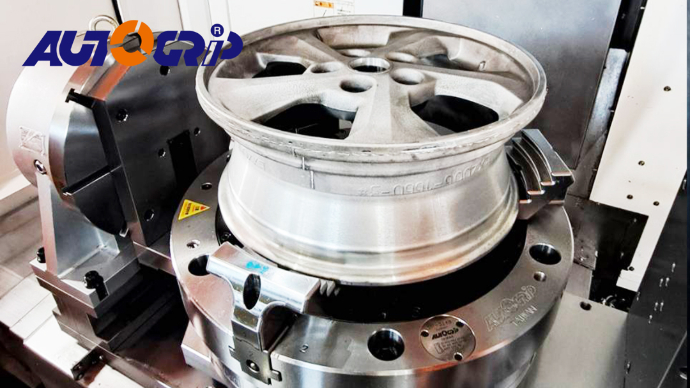
在 OP1 工位,佳贺精机开发的 3JW-28 铝合金轮圈夹头 具备 16 / 17 / 18 英寸轮圈自动对心功能,并搭配高强度硬质合金爪进行端面夹持,有效确保中心孔与外形加工的定位精度。同时整合气密检测功能,可实时监控夹持状态,提升自动化加工的安全性与可靠性。
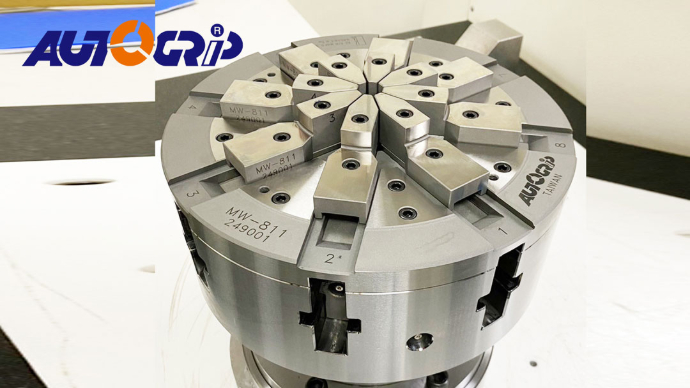
轮圈中心孔测量工序采用 MW-811 轮圈测量夹头,通过中心 8 爪同心内撑设计,并结合吹屑防尘机构,有效排除切屑与异物干扰,确保 Φ50~150 mm 范围内的测量稳定性与精度。

面向量产与长时间运转的夹持设计
在 OP2 与 OP3 精加工工位中,佳贺精机分别导入 6PW-25A11 与 SHW-324B 轮圈专用夹头。全密闭结构可有效防止切削液渗入,降低维护需求并延长使用寿命;同时无需更换夹模即可加工不同尺寸轮圈,显著提升换线效率。
其中,SHW-324B 结合负压防尘设计,在 PCD 孔与气嘴孔加工过程中有效阻隔切屑进入夹头内部,确保长时间稳定运行与一致的夹持性能。
深度定制合作,展现系统整合价值
佳贺精机表示,本系列铝合金轮圈夹头为依据台中精机机台规格与实际产线需求进行的专案式联合开发成果,设计重点聚焦于夹持稳定性、自动化整合与量产可行性。
本系列夹头仅适用于台中精机相关机型,不对外单独销售,作为双方技术整合与自动化应用的合作案例展示。
未来,佳贺精机将持续以「高精度夹持 × 定制化应用」为核心,深化与工具机伙伴的合作,为轮圈加工及高附加值制造领域提供更具竞争力的夹持解决方案。



