In today’s competitive manufacturing environment, buyers, plant owners, and production engineers often face the same challenge: how to machine complex parts across multiple faces without sacrificing accuracy, cycle time, or yield.
This issue is especially common in valve bodies, pipe fittings, hydraulic components, and irregular workpieces. These parts often require turning, drilling, tapping, boring, or indexed machining on different surfaces. Once repeated clamping becomes necessary, the process can quickly become slower, less stable, and more prone to scrap.
In many factories, the real cost driver is not cutting time alone. It is the result of re-clamping, repeated positioning, waiting time between stations, accumulated tolerance error, and scrap caused by inconsistent datum control. Traditional multi-setup workflows are becoming increasingly difficult to sustain as production volume grows, quality requirements rise, and labor resources become tighter.
From the perspective of workholding and machining applications, the real breakthrough lies in combining synchronous clamping systems with advanced cnc lathe chuck, cnc machine chuck, and cnc chuck technology. When properly designed, this approach moves production closer to the ideal target: one setup, multi-side machining, shorter cycle time, lower scrap, and higher overall efficiency.
Why Traditional Multi-Setup Machining Is No Longer Sustainable
For parts that require multi-process and multi-face machining, every additional setup adds another layer of risk. Even when the machine tool itself is highly accurate, unstable clamping and inconsistent repositioning can still turn workholding into the hidden bottleneck.
Typical workpieces include:
- Valve bodies
- Hydraulic components
- Pipe connectors
- Irregular cast or forged parts
- Special-purpose machined parts
What these components have in common is that the dimensional relationship between multiple machined faces is critical. Once the workpiece is removed and clamped again, even a small positioning deviation can lead to cumulative tolerance error in later stages.
Common Problems and Their Production Impact
| Issue |
Production Impact |
| Re-clamping misalignment |
Dimensional deviation and inconsistent face relationships |
| Manual repositioning | Higher labor cost and greater operator variation |
| Extended cycle time | Lower throughput and machine utilization |
| Workpiece deformation | Increased scrap, rework, and unstable quality |
For this reason, the key question in modern manufacturing is no longer just whether the machine can cut accurately. It is whether the entire clamping system can maintain stable reference control and consistent holding performance throughout the full machining process.
What Is a Synchronous Clamping System?
A synchronous clamping system is a workholding solution designed to keep the workpiece stable, consistent, and repeatably positioned across multiple stations, axes, or machining steps. Its primary purpose is to help complete more machining operations and more machined faces under a single setup.
In practical applications, synchronous clamping helps achieve the following:
- The workpiece is clamped only once.
- Stable machining references are established simultaneously.
- Repositioning requirements are reduced throughout the process.
- Consistent clamping force is maintained during the full machining cycle.
Compared with a standard cnc lathe chuck configuration, a synchronous clamping system is often combined with:
- Rotary cylinders
- Synchronized multi-jaw actuation
- Indexing or rotational positioning mechanisms
- Automation-ready interface integration
This means the chuck is no longer just a device for holding a part. It becomes an active part of the production strategy, directly influencing cycle time, quality stability, and automation integration capability.
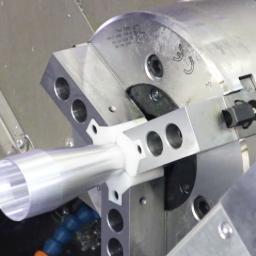
How One Setup, Multi-Side Machining Works
The value of synchronous clamping becomes clearer when looking at the actual machining workflow.
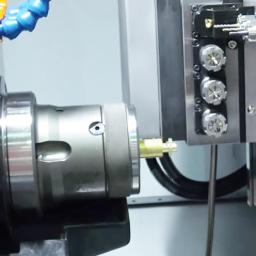
Initial Clamping
The workpiece is fixed by a synchronized cnc chuck system, while multiple stable reference points are established at the same time for subsequent operations.
Multi-Station Processing
Different stations can then perform drilling, milling, turning, boring, or tapping operations in sequence. Because the workpiece remains clamped, there is no need to remove and reposition it between processes.
Rotational or Indexed Machining
If the system includes rotation or indexing capability, machining can proceed from different directions while maintaining consistent datum control.
Final Completion
Multiple faces and machining steps are completed within one clamping cycle, reducing handling, shortening waiting time, and minimizing the risk of cumulative positioning error.
For buyers and production planners, the benefits are direct:
less manual intervention, more stable quality, and higher output per machine.
Why One Setup, Multi-Side Machining Significantly Improves Performance
1. Shorter Cycle Time
Each eliminated setup removes a portion of non-cutting time. When re-clamping, manual adjustment, and intermediate checking are reduced, the total cycle time decreases significantly.
In many practical cases, synchronous clamping can improve cycle time by approximately 20% to 50%, depending on part complexity and system integration level.
2. More Stable Accuracy Across Multiple Faces
When the workpiece remains under the same datum reference throughout the machining process, it becomes much easier to control the positional relationship between machined faces. This is especially important for parts with intersecting holes, sealing surfaces, threaded ports, or multi-axis datum requirements.
3. Lower Scrap and Rework
A stable cnc machine chuck helps reduce workpiece movement, uneven clamping force, and part deformation, thereby lowering the risk of:
- Misalignment
- Jaw marks
- Thin-wall deformation
- Out-of-tolerance dimensions
- Inconsistent batch quality
4. Lower Dependence on Skilled Labor
As skilled labor becomes harder to secure, factories increasingly need systems that can reproduce stable results consistently. One setup, multi-side machining reduces operator dependency and makes production quality easier to standardize.
Comparison of Traditional Machining and Synchronous Clamping
Before adopting synchronous clamping, many manufacturers underestimate the hidden cost of repeated setups. The following table illustrates the difference more clearly.
| Metric |
Traditional Multi-Setup Machining |
Synchronous Clamping |
| Number of setups |
3–5 times |
1 time |
| Cycle time | Longer | Reduced by 20–50% |
| Positioning accuracy | Medium | High |
| Scrap rate | Higher | Significantly reduced |
| Automation compatibility | Limited | High |
From a procurement perspective, this directly affects:
- ROI per machine
- Labor efficiency
- Capacity expansion potential
- Total cost of ownership
Therefore, choosing the right cnc chuck is not simply a component purchase. It is a decision that directly influences overall process optimization.
What Should Be Prioritized When Selecting a CNC Chuck for Multi-Station Machining?
When evaluating whether a cnc chuck or cnc machine chuck is suitable for multi-station applications, the following factors should usually be reviewed first.
Stable clamping force is essential for preventing workpiece deformation, especially in thin-wall valve components, irregular castings, and high-precision hydraulic parts.
2. Repeatability
True production capability is not measured by whether the first part is successful, but whether every cycle can maintain the same quality level.
3. Automation Compatibility
Modern factories are increasingly focused on:
● Robotic loading and unloading
● In-line inspection
● Automated transfer
● Lights-out manufacturing
For this reason, a modern cnc lathe chuck must support not only machining performance, but also automation integration.
4. Customization Capability
Many complex workpieces and special-purpose machine applications cannot be handled effectively by standard products alone. Customized jaw design, stroke range, clamping coverage, and interface adaptation are often necessary.
5. True Machine and Process Matching
A workholding solution must fit the machine architecture, station layout, workpiece family, and indexing logic. Otherwise, it can limit the overall performance of the system.
Application Scenarios That Benefit the Most
Synchronous clamping is especially suitable for workpieces that require multi-face machining, high repeatability, and reduced handling or repositioning.

Valve Body Machining
Valve bodies often involve multiple flow passages, port holes, and sealing surfaces, with strict positional relationships between internal and external features. One setup machining greatly improves consistency between machined faces.
Pipe Fitting Machining
Pipe fittings often involve symmetrical geometry, high production volume, and repeated threading or drilling operations. These conditions make synchronous clamping highly effective for cycle time reduction.
Hydraulic Components
Hydraulic parts usually require strict control of concentricity, hole location, and face position. Stable clamping significantly improves dimensional consistency throughout the process.

Automotive Components
Automotive production requires both high efficiency and high repeatability. When part geometry is complex and automation is involved, a synchronized cnc machine chuck system can improve both output and yield.
Industry Trend: From Single Machines to Integrated Machining Cells
The global machining industry continues to move toward:
- Multi-station machining systems
- Flexible manufacturing cells
- Automated integrated production lines
- Industry 4.0 environments
- High-mix and fast-response production models
As machine tools become faster and more precise, workholding systems must also evolve. Otherwise, they become the limiting factor of the entire production line.
As a result, market demand is increasing for:
- Intelligent workholding
- Synchronous clamping systems
- High-rigidity cnc lathe chuck solutions
- cnc chuck systems compatible with automation
For manufacturers planning future production capacity, smarter clamping is no longer just a performance enhancement. It is becoming part of the core manufacturing infrastructure.
FAQ: Common Questions from Buyers and Engineering Teams
Not completely. A standard cnc lathe chuck can provide basic holding capability, but true one-setup, multi-side machining usually requires a synchronous clamping system and related integration design.
Many applications can achieve approximately 20% to 50% cycle time reduction, although the actual result depends on part complexity, process arrangement, and equipment integration.
In many cases, yes. However, the faster return often comes from lower scrap, reduced labor dependency, shorter cycle time, and better machine utilization.
Yes. When combined with quick-change jaw systems or fast switching designs, it can also support high-mix, low-volume production effectively.
Automotive, oil and gas, fluid control, hydraulic systems, and precision machinery industries all benefit strongly from synchronous clamping solutions.
Beyond price, buyers should also evaluate repeatability, customization capability, application experience, automation integration ability, response speed, and overall process value.
How AUTOGRIP Advances Synchronous CNC Chuck Innovation
At AUTOGRIP MACHINERY CO., LTD., customers often need more than just a chuck product. What they truly require is a clamping solution that helps improve machining stability, reduce process variation, and strengthen overall production efficiency.
According to AUTOGRIP’s official website, the company has focused on high-precision workholding systems since 1989 and supports chucks for lathe applications in Turning Centers, Machining Centers, and Special Purpose Machines. The product portfolio includes:
- Power chucks
- Collet chucks
- Synchronous clamps
- Rotary cylinders
- Customized workholding systems
These solutions are designed not only to supply products, but also to help customers achieve:
- One setup machining
- Higher rigidity and accuracy
- Lower scrap and shorter cycle time
- Smoother integration with automation systems