解决不规则工件精密加工的夹持挑战
本项目所加工之工件外观不规则,无法使用传统三爪或四爪卡盘进行有效定位。
由于加工重点为工件内圆的精密车削,圆心的准确对位至关重要。若圆心定位产生误差,将导致偏心切削与尺寸偏差,严重影响加工精度与稳定性。

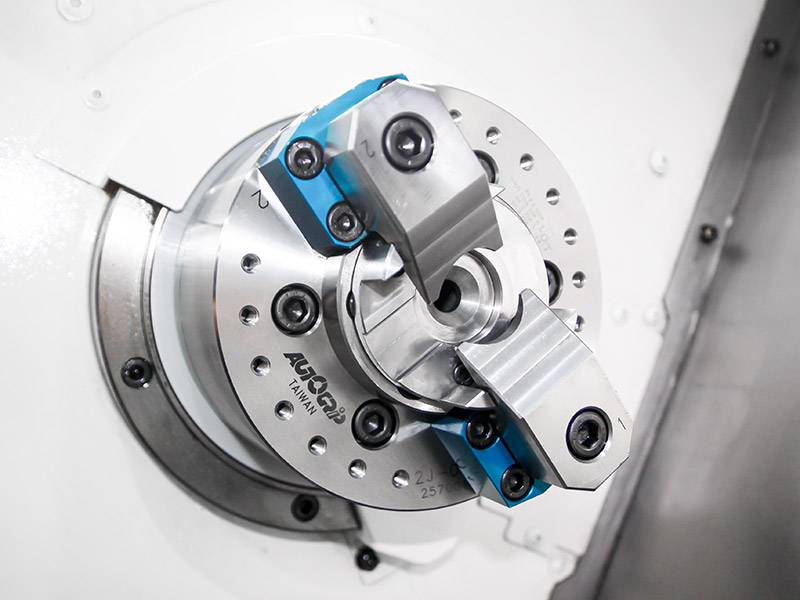
为解决此问题,本夹持项目采用具夹爪补偿机构的 2 爪中实指形动力卡盘(2J-06)。该夹头原始设计为旋转下压驱动夹爪,以达成垂直定位与夹持。然而,旋转动作会干扰中心定位辅助治具的运作。
因此,本案依据加工需求调整卡盘行程设定,使夹爪在中心定位治具完成准心对位后,再进行垂直下压夹持。此设计不仅可精确将工件定位于圆心,亦大幅提升车削加工的稳定性与加工质量。


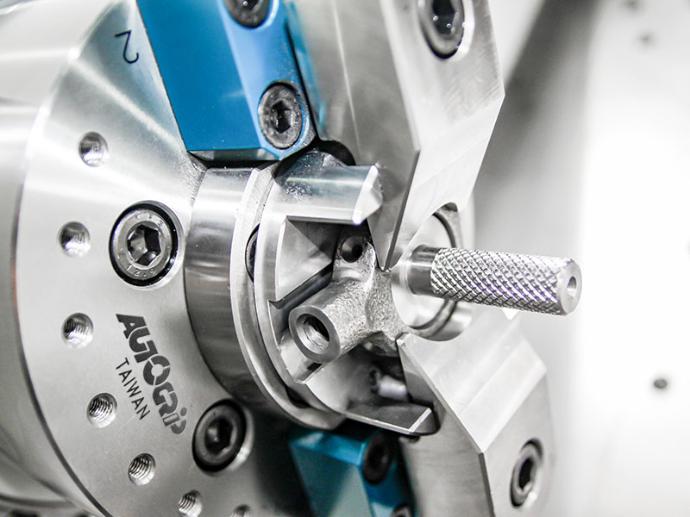
量身订制的专用夹爪与座金设计
配合此应用需求,特别设计专用夹爪与座金结构,可精准贴合工件的端面与定位孔,在夹持瞬间即完成圆心对位,同时有效防止工件在加工过程中发生侧向滑动或浮移,进一步提升夹持刚性与安全性。
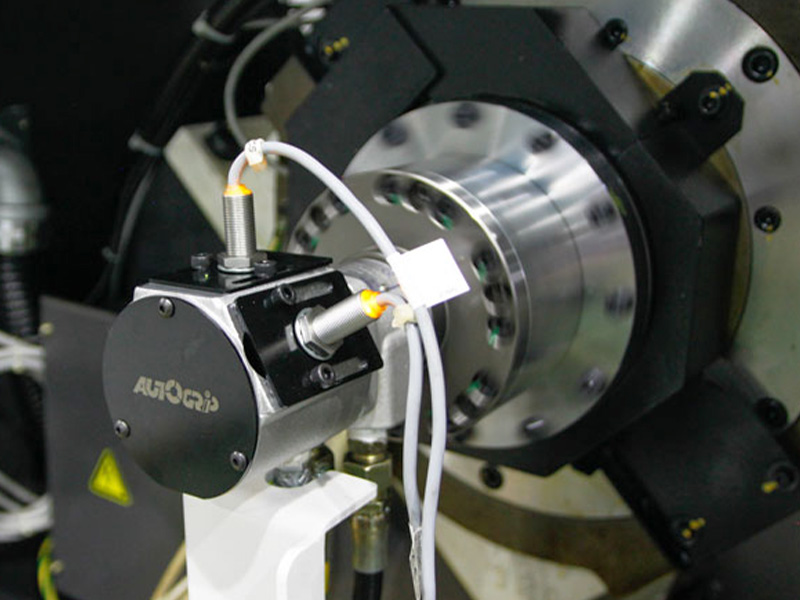
配套高性能油压缸,强化动作控制
本案同步搭配 RS-100 附逆止阀短型行程控制回转油压缸,具备以下优势特性:
• 短型设计、高速动作、精确行程控制,满足高速加工与空间受限的需求。
• 搭载 感应式近接开关,行程调整容易,并可确认油压缸是否正确作动。
• 内建逆止阀自锁机构,确保夹持后压力稳定,避免松脱。
• 配置 压力泄压阀,保护系统压力稳定。
• 油压缸本体可由后端进行锁固,便于安装与维修。

这套整合式夹持系统,从卡盘、夹爪结构到油压缸驱动与感测设计,皆依实际工件需求量身打造,不仅解决了定位困难的问题,也大幅提升加工效率与稳定性,是高精度加工应用中的理想解决方案。