Innovative Designs, Workholding solutions
正確的軟、硬爪成形是確保動力夾頭夾持精度與加工安全的關鍵。
以下整理正確的操作步驟與注意事項,協助用戶提升夾持品質。
一、軟爪成形的基本原則
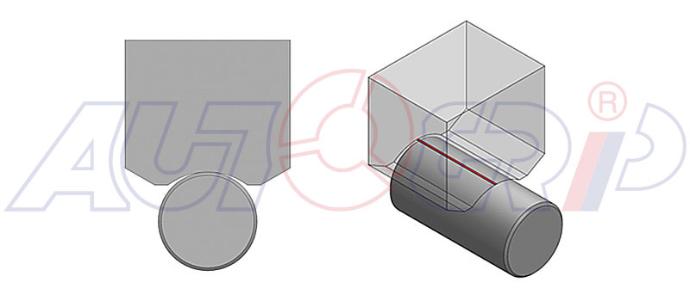
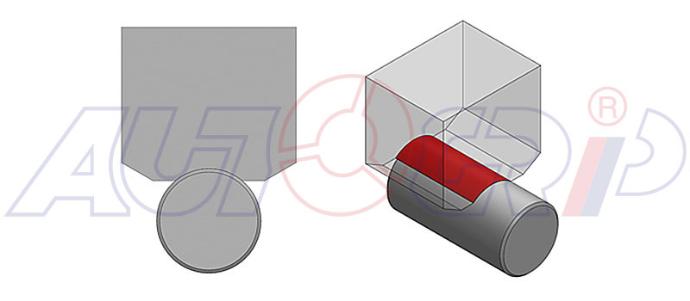
使用成形圈或圓形墊塊:成形時必須以成形圈或圓形墊塊固定軟爪,確保成形時夾頭內部間隙被消除,軟爪處於正確的行程位置。
成形尺寸與工件一致:軟爪成形的尺寸需等同於工件實際夾持部位的內徑或外徑,公差建議為H7或h7,確保夾持時為面接觸而非線接觸。
油壓設定一致:成形時的油壓設定應與實際加工時相同,避免因壓力差異導致夾持精度下降。

二、正確的軟爪成形步驟
( 1 ) 安裝成形圈或墊塊
將成形圈或圓形墊塊安裝於軟爪預定夾持位置,確保軟爪在行程的1/4至3/4處,避免靠近上死點或下死點。
( 2 )
設定油壓與主軸轉速
設定油壓與實際加工時一致,主軸轉速可依機台建議調整,避免過高造成振動。
( 3 )
進行成形切削
啟動機台,依照工件尺寸進行軟爪內徑或外徑的圓弧面成形。切削時應確保軟爪與成形圈緊密貼合,並去除毛邊。
( 4 )
檢查成形尺寸與表面
成形後以量具檢查軟爪尺寸是否符合工件要求,並確認表面無明顯毛邊或損傷。
( 5 )
卸下成形圈,進行試夾
卸下成形圈或墊塊,夾持實際工件進行試夾,檢查夾持精度與穩定性。
三、常見錯誤與風險
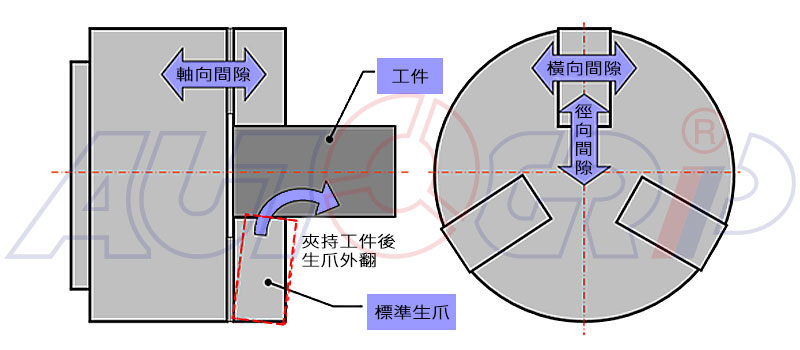
空夾修爪不可取:不使用成形圈直接全開修爪,僅靠離心力定位,會導致夾持為線接觸,精度不佳且易損傷工件。
夾持位置不當:夾爪過於靠近行程兩端,會造成夾持力不足或裝載困難,影響安全與精度。
四、夾持精度的維護建議
定期檢查夾頭間隙,尤其是橫向間隙,確保在合理範圍內。
每次更換工件或軟、硬爪時,皆需重新進行正確成形。
加工前後以量具檢查夾持重複精度,確保品質穩定。
依循正確的軟爪成形流程,使用成形圈或墊塊於適當行程位置進行成形,是確保夾持精度與加工安全的唯一方法。切勿採用空夾修爪,並定期檢查卡盤機構,才能發揮設備最大效能,保障生產品質與安全。
附件:
1.軟爪成形說明
2.正確修爪方式視頻(引用影片出處Youtube-Haas Automation,Inc.)https://youtu.be/dRMm9P9XdbY